-
 داشبورد
داشبورد
-
 علاقه مندیها
علاقه مندیها
-
 سبد
۰
سبد
۰سبد خرید

ماشین عقب کش متالیک GTA
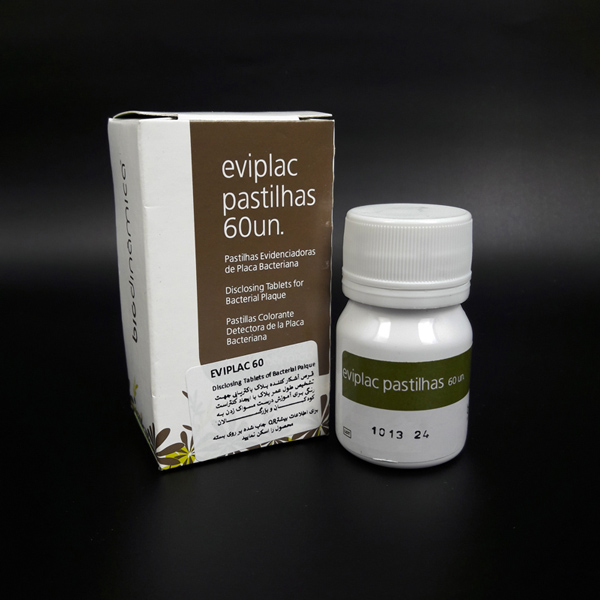
قرص آشکارکننده پلاک باکتریایی بایودینامیکا

پیشبند اطفال گرم بالا قهرمانان کیان

هفت تیر تایگر🔫

گلس آینومر لوتینگ FX Ultra شوفو

سرسوزن شستشو اندو

مینی جت عقب کش🛩️
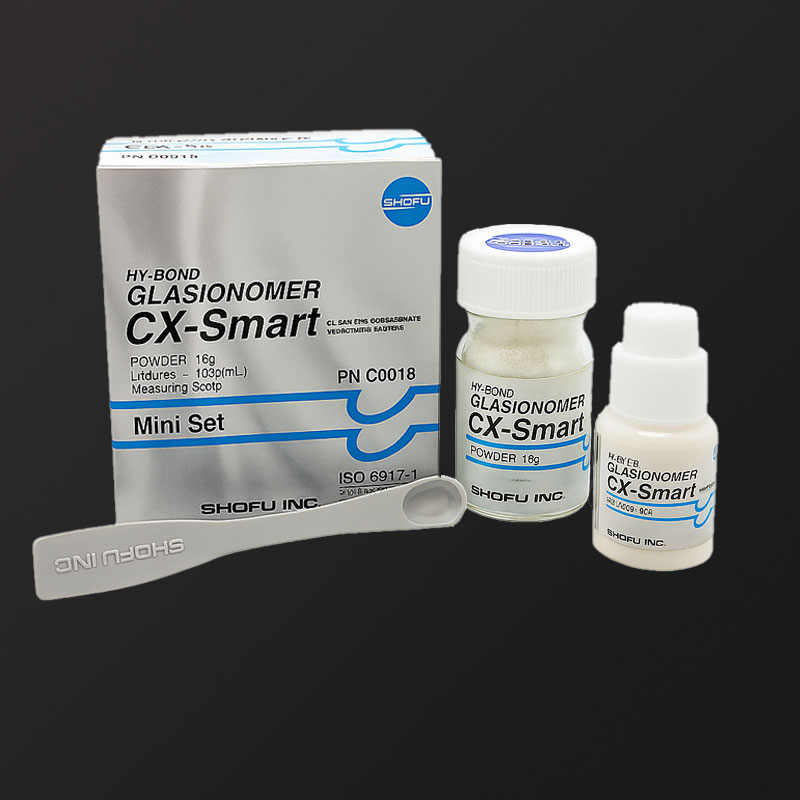
لوتینگ سمان CX-Smart مینی شوفو

ماژیک فسفری سیلیکونی کاپی بارا🐻🖋

سینگل باند یونیورسال نسل 8 (اصلی) تری ام

نگهدارنده سرساکشن آمریکایی

مداد جادویی بی نهایت سانریو طرح جور✏️

دستگاه تزریق بدون درد Geni